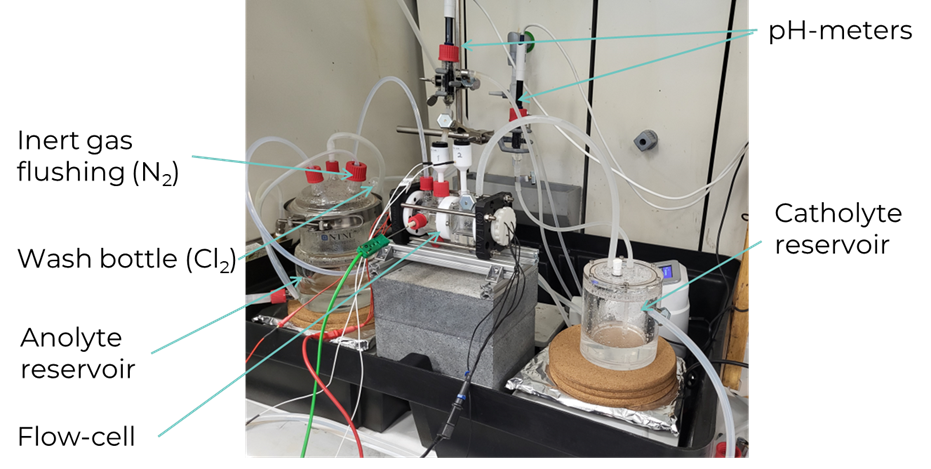
Membrane flow cell setup at SINTEF
In other research facilities, in different corners of Europe, other LiCORNE partners are reporting progress in producing battery-grade materials from various sources – brines, ores (spodumene for example) and off-specification cathode material.
Using the solutions derived from VITO-CAST team’s upstream processes, SINTEF researchers have constructed and commissioned electrochemical cells for electrodialysis of lithium chloride (LiCl) and lithium sulphate (Li2SO4) solutions. Researchers identified the optimal parameters to produce lithium hydroxide (LiOH) or lithium carbonate (Li2CO3), which achieved a current efficiency of approx. 40 % and a specific energy consumption of 20 kWh/kg. Further optimisation of the cell design is expected to reduce the energy consumption.
Membrane flow cell setup at SINTEF
Additionally, this process also produced a mix of Li2CO3 and LiOH through evaporative crystallisation, with a purity of almost 90 %, but showing sodium (Na) as the main impurity interfering with the process.
The organic-based membrane electrolysis, developed at TEC and tested on three types of solutions – those produced by the liquid-liquid extraction processes from brines and from spodumene leachates, and the off-specification cathode leachates – achieved up to 95 % Li yield, far beyond the levels established at the beginning of the project. Their tested carbonation method yielded a Li2CO3 with a purity exceeding 99% in the case of off-specification cathode material and spodumene concentrate materials. Not only the Li recovery target has been achieved, but also the solvent used in the former leaching process has been recovered and reused keeping the performance as initially, aiming for a more sustainable and circular process.

3-chamber Flow cell setup at TECNALIA
The research group at Fraunhofer Institute for Chemical Technology ICT explored a simple, highly scalable method for lithium purification using a combination of Ion Exchange (IE), Reversed Osmosis (RO) and Electrodialysis with bipolar membranes (EDBM) (see figure below). The goal was to recover high-purity lithium carbonate from Lithium-concentrated solutions provided by partners EnBW and KIT. The IE process effectively removed specific impurities (e.g. divalent cations). The significant level of impurities present in the solutions, provided by EnBW, prevented the electrodialysis with bipolar membranes. The EDBM process, applied uniquely on the samples sent by KIT, yielded a 99.89 % purity. However, the yield of the first precipitation step was determined to be around 35 %, highlighting the need for further optimisation in future precipitation cycles.

Setup to prepare Li2CO3 recovery from Li-concentrated solutions starting with ion exchange, via reversed osmosis and electrodialysis. © FRAUNHOFER
SINTEF researchers investigated the extraction of lithium and other valuable elements, such as Co, Ni, Mn from solid raw materials. They achieved selective chlorination of lithium from calcined spodumene concentrate and off-specification cathode waste in LiCl-KCl and CaCl2-NaCl-KCl melts. Theoretical assessments suggest that lithium can be subsequently electrowon from the LiCl-KCl mixture with a purity of approximately 99 %.

Chlorination apparatus at SINTEF
VITO-ELEC team focused on internally-developed Gas-Diffusion Electrocrystallisation (GDEx) technology, which demonstrated high efficiency – achieving lithium extraction rates more than 95 %. VITO-ELEC team successfully extracted lithium from various sources, including geothermal brines, effluents from sorption processing of hard rock beneficiation and the leachates of off-specification cathode materials.
The team has produced lithium carbonate from the extracted lithium by implementing a downstream synthesis procecure. The process achieved a >1 % lithium concentrate increase from geothermal brines and solid product eluates with over 20 % lithium concentration. Moreover, the energy consumption of the GDEx process was below 10 kWh per kg of Li2CO3, with over 90 % lithium recovery from all tested complex matrices.
Partners working on various extraction processes of lithium (Li) from a variety of feedstocks – concentrates, waste cathode material, ore and tailings, are reaching target recovery rates.
NTUA researchers have developed an alkaline leaching process to extract Li from spodumene concentrates, which yielded extraction rates of over 92 % and low impurities. The same process, this time applied on lithic mica, resulted in Li extraction rates of nearly 100 % at a longer leaching duration. Moreover, the optimal settings showed the capacity to maintain the level of impurities low. Leaching experiments on mica samples will continue, but results are already encouraging. This new leaching process requires temperatures considerably lower than the conventional extraction process, currently at 1100°C.
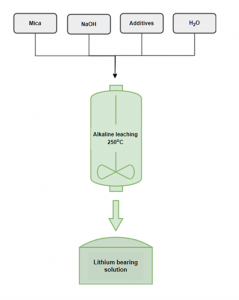
Alkaline leaching scheme to extract lithium NTUA
On their side, researchers at TEC have been optimising the solvometallurgical process to extract valuable elements from four type of materials: spodumene concentrates, lithic mica, lithium phosphate and off specification cathode material. After achieving their target of more than 95 % Li extraction from spodumene, the optimisation phase tested (taking advantage of the result from the novel pre-treatment established and previously described) milder leaching conditions, obtaining similar good results. For lithic mica and lithium phosphates, best operations routes investigated have shown that pre-treatment increases considerably the leaching yield at values higher than the target. For the off-specification cathode material, researchers have concluded that mechanical activation of the cake obtained after leaching improves Li extraction, achieving up to 99 % Li recovery and very high selectivity at room temperature processing. Ni, Co and Mn can be separated as a valuable mixture in the same process.
Finally, the research team at KIT, in charge of the reactive milling and aqueous leaching of waste cathode material [NMC], optimised the purification processes using various reducing agents. The intermediary results yielded Li recovery rates ranging between 68,8 % and 91 %, depending on the reducing agent utilised during the purification process. Next steps for KIT research group expand to calculating the lithium carbonate [Li2CO3] purity, determining the recovery rate of Ni, Mn and Co and upscaling the ball-milling.
VITO researchers, working on the Li-sieve adsorption and desorption from aqueous leachates, shaped the lithium-titanium-oxide (LTO) adsorbents into spheres, which enabled dynamic testing. The optimised flow rates and settings initially modelled on synthetic Li solutions have been recently tested on real samples, yielding approx. 85 % Li recovery from aqueous alkaline spodumene leachates. The team at VITO has recently filed a patent application with the desorption stability results.
Expected results have already been shaping up in Spain, where TEC is working on the Li extraction from both continental and geothermal brines. After running tests using the most suitable extractants for their liquid-liquid extraction process [L-L] coupled with stripping operations, researchers have managed to obtain a global Li extraction of 92 % from continental brine, far beyond the initial target of 85 %, while diminishing the content of the accompanying cations (Na, K, Ca and Mg). On the other hand, the same technological process applied to spodumene yields a global recovery rate around >90 % after optimisation of the scenarios based on McCabe-Thiele diagrams.
In another European region, famous for its geothermal resources, EnBW researchers have been investigating Li-extraction from brines. They developed a novel synthesis route for Lithium Manganese Oxide [LMO] adsorbent, for which a patent has been recently filed. The LMO adsorbents have been demonstrating high absorption capacity and selectivity for Li extraction from brines with high salt contents. Offering improved chemical stability and potential for large-scale production of the material, this solution looks very promising for future implementation at industrial level for Li recovery.
Another extraction process, the electrode-based Li adsorption and desorption from brines, has been optimised by KIT. Following the principles of a salt water battery, the electrochemical extractions with Li-selective electrodes yielded encouraging results for the Li-extraction from geothermal brines. The Li selectivity in the recovery solution were in the range of 77 % to 82 %, displaying a good separation from the main contaminants.
© visual: TECNALIA
On 16 October 2024, the Karlsruhe Institute of Technology (KIT) was hosting not only the LiCORNE project’s M24 consortium meeting, but also its first exploitation workshop. The event brought together a diverse group of stakeholders, with nearly 15 industry guests and members of the External Advisory Board (EAB), to discuss the latest advancements in lithium (Li) extraction technologies.
The workshop began with a welcome address by Dr. Lourdes Yurramendi [the coordinator of the LiCORNE initiative and Project Director at TECNALIA Waste Valorisation, Energy, Climate and Urban Transition], followed by Nader Akil, Operations Manager at PNO Innovation Belgium, who outlines the objectives of the exploitation workshop and provided an overview of the LiCORNE project. Funded by the European Commission, the project aims to develop competitive technologies for Li extraction and recovery from various feedstocks, including ores, geothermal brines and cathode waste materials. Following this introduction, various partners delivered technical presentations, showcasing their innovative approaches and key exploitable results after 24 months from the start of the project.
Regardless the feedstock considered, all these novel technologies share one theme: sustainability. This focus on sustainability translates into exploring research routes that go beyond the current state-of-the-art (SoA), reducing energy and water consumption and the generation of chemical waste:
Beyond technological presentations, the workshop also facilitated discussions with external participants, including members of the EAB and industry representatives. These exchanges provided valuable insights into the industry’s needs and opened up new routes for collaboration. To facilitate future collaborations, PNO presented several funding opportunities that can be used to bring the most promising technologies and the LiCORNE selected flowsheet to a pilot level.
As the project progresses, the focus will shift now towards the benchmarking and selection of the most promising LiCORNE technologies for upscaling to produce ~1 kg of battery-grade Li by the end of the project. This phase aims to shape a path towards larger piloting and future commercialisation.
The European energy transition will be built on electrification, relying on clean technologies highly depending on metals, the majority being listed as critical and strategic raw materials. JRC’s Foresight Study, assessing supply chain dependencies and predicting materials demand until 2050, highlights EU’s need to diversity and secure a more resilient resourcing of needed metals. Additional recommendations refer to the necessity to explore Europe’s potential to build internal capacities for mining, refining and processing materials needed for battery production.
In the coming years, demand for lithium-ion batteries (LIBs) will be driven by the automotive sector, complemented by the demand for energy storage systems (ESS) storage requested by the deployment of renewables. Compared to the current supply of materials, major increases are foreseen for graphite (45% in 2030 and 85% in 2050) and lithium (Li) (100% in 2030, expected to reach 170% in 2050). In 2030, the cobalt (Co) demand for batteries will represent almost 60% of the current world supply, expecting to decrease to 40% in 2050, partly due to the shift towards more nickel-rich batteries [source: Foresight Study, JRC].
In the current scenario, overshadowed by geopolitical instability and reliance on powerful nations for critical minerals, the recently adopted Critical Raw Materials Act (CRMA) underpins, among other solutions, the need to turn towards domestically sourced recycled metal, which will help reduce reliance on imports or single sources. With clear objectives to strengthen EU’s capacities along the entire value chain, the CRMA additionally sets a threshold for the EU’s processing capacity, which should cover by 2030 at least 40% of the domestic annual consumption of strategic materials.
Researchers from SINTEF have been studying the possibility of recovering Li, nickel (Ni) and Co from secondary raw materials such as black mass, as well as Li from primary resources – spodumene concentrate. The team at SINTEF approached the task by converting the metals in raw materials using molten salt chlorination, a process that could become an alternative to state-of-the-art (SoA) hydrometallurgy.
Researchers conducted experiments on three types of input materials: one spodumene concentrate and two different samples of black mass (BM), the first one of unknown battery chemistry and pre-treatment, while the second BM sample, recovered from an NMC material, had undergone pyrolysis pre-treatment.
The experiments allowed researchers to study the thermal expansion and melting behaviour of the spodumene concentrate, obtaining the highest Li yield (100 %) when chlorine gas is used in a mixture of calcium chloride, sodium chloride and potassium chloride at a temperature of 727 ⁰C . Experiments on black mass material showed the highest chlorination yields were obtained from uncalcined material (Li 64 %, Co and Ni 22-24 %, Cu 83% and Mn 49 %) in a mixture of lithium chloride and potassium chloride at at 470 ⁰C.
The results of this research was presented by SINTEF representatives at the Joint Symposium on Molten Salts in November 2023.
Discover the scientific publication
© visual: SINTEF
Using alkaline leaching process on spodumene concentrate, the maximum extraction of Li achieved thus far reached 75%. The leachate transformation, even after the filtration step, hinders the sample analysis and further processing. To overcome this challenge, upcoming experiments will explore elevated temperatures, diverse additives, and further investigate the chemical precipitation process.
During the advanced solvometallurgy applied on spodumene concentrate, the research team at TECNALIA reported high Li leaching yields (>95%). Their future work will focus on the further optimisation of the operational conditions, more appropriate for the anticipated scalability phases of the process. On the other hand, solvometallurgical tests carried on waste cathode material achieved high leaching yields for all target elements (Li, Co, Ni, Mn) using mild operational parameters.
After the first experiments engaging reactive milling and aqueous leaching [treated with aluminium- (Al) and calcium (Ca) – salts] on waste cathode material, researchers at KIT reported close to 31% Li recovery rate. Samples supplied by UMICORE were leached under different conditions to extract Li – available in the form of Li carbonate [LiCO3], and further subjected to purifications processes employing various reducing agents. Future efforts for this particular task will focus on adjusting leaching temperatures, establishing an optimal purification process, and evaluating Li recoverability in both Al and Ca systems.
Anticipating future upscaling phases, researchers at VITO, working on the Li-sieve adsorption and desorption from aqueous leachates, shaped the lithium-titanium-oxide (LTO) adsorbents into spheres, which enabled dynamic testing. The team is currently optimising the flow rates for adsorption and desorption to model the optimal conditions for upcoming processes. While initial tests utilised synthetic Li solutions, upcoming research will extend to purification processes for spodumene leachates.
In the same work package, TECNALIA performed experiments using different organic solvents for the liquid/liquid (L/L) extraction from brines showing promising Li yields in the range of 40-60 %.
Within the same work package, EnBW scientific team has been working on designing an eco-friendly Li-desorption process from brines, focusing on the development of novel synthesis for Mn-based adsorbent material. Notably, the successful upscaling of the synthesis process from 2,5g to 200g marks a significant achievement in sustainable material synthesis.
Finally, the last task of WP5 – Electrode-based Li adsorption and desorption from brines, conducted by KIT, presented the conclusions of their research work carried during the last six months, which includes a 4-step process. Their work has been focusing recently on the optimisation of the electrode pre-treatment, the establishment of the current densities and the reduction of the Na contaminations. Despite high Li selectivity rates obtained thus far, their work in the upcoming months will centre around optimising the recovery efficiency and the selectivity. Future experiments will test different thermal operating conditions (40°, 60°, 80°), but will also attempt to scale-up the process.
In the final technical work package, SINTEF scientists are pioneering a two-step process which involves in a primary phase selective chlorination by converting insoluble oxides to soluble chlorides; this is followed by a second step – electrolysis of the soluble chlorides extracting the target elements. After conducting different chlorination experiments, researchers emphasised the importance of time and the processing duration, confirming over 65 % Li recovery rate. With promising results, their focus pivots towards the second step – electrolysis.
Read the next article for a comprehensive overview of the meeting.
Focusing on mechanochemical (MC) processing, the recovery of high-value components from the cathode waste supplied by UMICORE is planned to be performed within Task 4.3.
The ball milling process of waste cathode material was optimised at laboratory scale using different reducing agents such as Al, Ca, and their mixtures. The role of the MC conditions (ball-to-sample ratio (B/S), ball milling time, and nature of the reducing material) was further investigated and analysed. This showed the kinetics of the MC-induced reduction reaction is sensitive to multiple processing parameters.
After the reduction reaction, the powder X-ray diffraction (XRD) analysis revealed the formation of metallic composites and Al/or Ca oxides, as illustrated in the figure below. The upcoming research will be dedicated to investigating and optimising the aqueous leaching conditions of the ball-milled samples at laboratory scale.
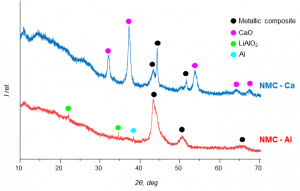
XRD patterns of the MC processed cathode waste materials with Al and Ca as reducing agents