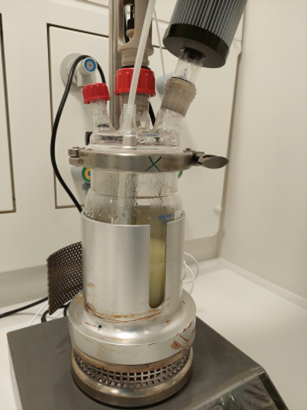
©VITO ion-exchange purification setup based on H2TiO3 beads, featuring automated adsorption and pH-controlled regeneration
LiCORNE project, represented by PNO, attended on 2 June the final conference of projects FREE4LIB and RESPECT – all members of the Cluster Hub “Materials for Batteries“. The event featured both scientific results of hosting projects, but also panel discussions that addressed various policies and topics across the battery value chain.
The conference did not settle every open question, but it did make one point difficult to ignore: the necessity to synchronise policy with industrial needs, making sure that materials circulate within Europe and building confidence for long-term investment.
Circularity has moved beyond engineering, recycling is no longer framed only as an environmental obligation.
The EU Batteries Regulation, the Critical Raw Materials Act and the Net-Zero Industry Act have turned circularity into a question of competitiveness, traceability and supply security.
This distinction will matter if the passport is to become a working tool rather than another compliance burden. Information should be shared on a need-to-know basis. Not every data point needs to be disclosed to every actor. What matters is that the right data reaches the right user in a usable format.
Panel discussions also noted that the passport should not be seen purely through a recycling lens. It has a role in repair, diagnostics, repurposing and safety management throughout the battery’s life.
Clear political intent, but practical hurdles when projects move towards deployment. The investment case is not always there.
The EU framework is starting to influence demand. Europe wants more low-carbon production, more strategic manufacturing capacity and more value retained within its industrial base. The direction may become even more explicit with discussions around a possible Industrial Accelerator Act and “Made in Europe” requirements.
Demand for secondary materials is growing, but not always fast enough to justify the investments required. Speakers kept pointing at the importance of finding ways to reintegrate recycled materials back into manufacturing at scale.
Without enabling elements, capacity risks sitting idle:
These are also some of the conclusions of the upcoming whitepaper, co-signed by LiCORNE, which will bring together findings from EU-funded projects from the “Materials for Batteries Hub” and reflect on the conditions needed for scale-up, industrial uptake and more resilient European value chains.
Projects such as RESPECT recycling, FREE4LIB, BATRAW, RHINOCEROS and LiCORNE EU Project show that technical routes exist, from pre-treatment and direct recycling to lithium recovery and material reintegration. The gap appears when those routes meet permitting delays, financing constraints, uneven market demand, uncertainty over feedstock.
Design choices are (still) making recycling difficult.
Discussions around dismantling brought more practical tension into focus. Batteries are still designed primarily for performance, cost and weight reduction. This leads to welded structures, compact architectures and adhesives that are difficult to disassemble. Under these conditions, end-of-life treatment becomes slower, more complex and more expensive.
At a broader level, speakers shared opinions stating that circularity cannot be solved at the last recycling stage; it rather needs to move earlier in the development process, where design choices are still open.
Standardisation has its own limitations.
It can help in high-volume segments such as electric vehicle batteries, where automation requires predictable formats. On the other hand, in other segments, especially industrial batteries, one-solution-fits-it-all is not applicable. Saft representative, Clémence Siret, underlined the necessity of maintaining design flexibility able to align with the requirements of specific industrial applications and consumption profiles.
A more realistic path seems to be selective standardisation: common data, interfaces and safety information where they add value, while leaving room for design customisation where it is needed. This balanced approach was echoed across the panel, with contributions from Fabrice Stassin [BEPA – Batteries European Partnership Association], Dr. Franz Geyer [BMW Group], Aleix Vila Eurecat – Technology Centre and David Anguera Sempere ACCUREC-Recycling GmbH.
Horizon Europe projects can demonstrate processes such as direct recycling, advanced pretreatment or lithium recovery. The challenge begins when these processes need to operate at scale.
Several constraints were mentioned during the panel discussions:
Production scrap came up as a near-term opportunity. Unlike end-of-life batteries, which will arrive in larger volumes later, scrap is already available. It offers a way to build experience and material flows in the shorter term.
Another, more subtle issue concerns project timelines. Recovered materials often become available late in the project cycle. This leaves little time to test them in new cells, adjust processes and validate performance. It is a practical lesson for the design of future programmes.
Low-value chemistries such as LFP add another layer. They contain fewer high-value metals, which makes recycling less attractive economically. Yet they still require safe and compliant treatment, pushing the sector to develop lower-cost approaches.
The RESPECT and FREE4LIB conference portrayed a sector becoming more mature about its constraints. But it also left participants with questions about how Europe can connect recycling to manufacturing, how recovered materials become bankable, how data can be shared without undermining competitiveness, and how policy can support deployment without creating complexity that slows it down.
In the coming months, LiCORNE, together with the Cluster Hub [🔗 https://www.materialsforbatterieshub.eu/] will continue translating project experience into reports, insights and policy-support documents on battery materials and circularity priorities. The aim is not simply to describe what European projects are doing, but to help identify what the sector needs next.
At the end of 30 months of research and technical development, the project consortium has selected three process flowsheets for lithium recovery treating three types of sources: ores, brines and off-specification battery cathode materials (waste). Upscaling operations are now underway across all three processing routes. NTUA, VITO, SINTEF and TECNALIA have already started first experiments at TRL5, using the equipment and operating conditions scaled up from earlier laboratory development stage.
During the latest consortium meeting, hosted by SINTEF in Trondheim, partners presented the current status of each technology with the first batch of results, which will be guiding the next technical steps.
The spodumene route proposes a combination of complementary technologies: NTUA’s calcination with additives and leaching, VITO’s direct lithium extraction via adsorption, followed by SINTEF’s advanced electrodialysis. The final product expected is lithium carbonate.
NTUA has already completed a first pilot-scale run of the spodumene route and shipped the resulting sample to VITO for downstream processing. Although in this initial run, lithium recovery did not reach the laboratory values (83.7% final yield), sufficient solution was obtained to feed the pilot sequence. Similar to the laboratory results, impurities level remains relatively low. During the upcoming months, NTUA will continue adjusting process conditions to improve the recovery yield.
The samples have now reached VITO’s laboratories for the second processing step of this route. After finalising two adsorption/desorption cycles, VITO researchers have already established the base operation parameters to purify the spodumene leachates, reporting 70% yield. With a large processing capacity (treating 20L/day), the research team at VITO is planning to ship the samples towards SINTEF in June, for the final lithium hydroxide production step.
©VITO ion-exchange purification setup based on H2TiO3 beads, featuring automated adsorption and pH-controlled regeneration
Although still pending some equipment parts, TEC continues operating the brine route using liquid–liquid extraction from continental brines, followed by carbonation to lithium carbonate. Pilot operation is focused on recovery efficiency, stability, and energy use at scale. The material produced feeds directly into validation and sustainability assessments. The research team at TECNALIA already achieved 79% yield (higher than lab results reaching 68%), but improvement operations are ongoing, aiming 91% overall extraction efficiency assumed from the McCabe-Thiele analysis from lab results.
SINTEF is advancing the upscaled treatment of off-spec cathode material using their chlorination process, followed by electrochemical metal recovery. Pilot operation is aiming particularly at recovery efficiency lithium, low environmental impact and process scalability.
Given that the recovered product from this material is not lithium carbonate but lithium metal, SINTEF will review existing industrial practices for this pathway to define an appropriate benchmark.
The selected flowsheets will further undergo experimental tests towards obtaining high purity products. Once implemented, the consortium will reevaluate the environmental and economic performance of these flowsheets to identify opportunities for further optimisation.

ICP-OES analytic system at the LevertonHELM testing facility in Basingstoke, ©LevertonHELM
All materials produced by the three routes will be characterised using a single analytical framework. The team at LEVERTON, helped by SQM, will validate Li material, while UMICORE will mainly provide their industrial assessment of Co and Ni. Using one laboratory and procedure reduces variability and allows direct comparison between the three routes. This aspect becomes increasingly important when generated data will feed technical validation and downstream assessment activities.
The selection of the samples that are feeding the upscaled LiCORNE follows a pattern similar to the establishment of the technology routes. When launched, the project initially researched 14 technologies at laboratory scale. No less than 36 samples were provided for the laboratory activities, among which: crushed spodumene ore, non-calcinated and calcinated spodumene concentrate, lithic mica concentrate and lithium phosphate rich ore, as well as geothermal and continental lithium brines, synthetic Li brine-like solution and off-specification cathode material.
The materials that will feed the upscaled processing routes are:
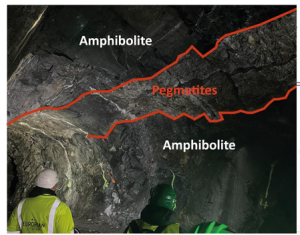
Field observation of a pegmatite dyke containing spodumene. The image shows a pegmatite intrusion cutting from the Wolfsberg mine, ©visual Électricité de Strasbourg
In January 2026, ECM shipped around 30 kg of spodumene concentrate at the premises of NTUA, in charge of the calcination pre-treatment phase of the upscaled route. In Athens, the non-calcinated sample was further analysed, confirming its composition with high Li2O content.

View of the Salar de Atacama (Chile), showing SQM’s network of solar evaporation ponds used for concentrating lithium‑rich brines, ©photo SQM
Continental brines are highly concentrated saline water deposits found in closed basins, such as salt lakes or salt flats. These brines contain a high concentration of dissolved salts, including lithium. For the upscaled process validation, SQM supplied a continental brine sample from a well characterised by high sulfate (HS) content. Such sulfate-rich brines typically present significant challenges for conventional solar evaporation and concentration pond processes because excess sulfate can induce the precipitation of lithium sulfate during concentration, reducing lithium recovery efficiency.
With the authorisation of the Chilean authorities, SQM shipped a container carrying 500 L of brine to TECNALIA for the scale-up of the lithium recovery process using a liquid/liquid extraction, followed by carbonation.

UMICORE Rechargeable Battery Materials plant in Cheonan, Korea
After Wednesday’s sessions on the EU political agenda, which outlined strategic measures to meet industry needs, attention shifted to the annual workshop of the Materials for batteries hub. Now in its 4th edition, the event was co-organised by Horizon Europe projects RELiEF, FREE4LIB, RESPECT and LITHOS. The focus of the workshop, true to its eponymous theme, was tackling one of Europe’s most urgent challenges: securing sustainable raw materials for batteries.
Under the inauguration of Oliver Schenk, Member of the European Parliament, this edition unfolded under the auspices of urgency, regulatory clarity and cross-border collaboration. The MEP called for swift implementation of the Critical Raw Materials Act and the Net Zero Industry Act, stressing the need for rapid permitting and the mobilisation of both public and private investment. “We cannot afford delays,” he warned. “This is about sovereignty.” His remarks were followed by strong appeals for cooperation among mining regions, manufacturing clusters, research centres and recycling hubs to build a resilient European value chain. He urged participants to contribute to upcoming legislative files, including the European Chips Act 2, the Circular Economy Act and the new EU budget, ensuring that the priorities of the battery materials community are embedded in future policies.
Nader Akil, founder of the Cluster Hub and moderator of the first technical session, emphasised on enhancing the dialogue between academia, industry and policy makers in order to ensure that these goals would be reached.
Following up with a presentation of his most recent scientific publication – “Lindy Effect in Hydrometallurgy” [co-authored with Dr. Ir. Peter Tom Jones] – Professor Koen Binnemans provided a frank look at the shortcomings in industrialising battery material innovations. Transferring hydrometallurgical advancements from lab to plant is slow, constrained by economics, regulation and what the authors call “the Lindy effect” – the tendency for established technologies to stand the test of time. Industry tends to favour incremental improvements to existing processes, such as reducing reagent consumption or increasing automation, rather than adopting entirely new chemistries, due to the high risks and costs associated with large-scale change. Launching a debating topic, audience questions shifted to technical and permitting challenges, concluding with the need for incremental innovation and pragmatic timelines.
Download the presentation
Various EU-funded R&I initiatives, members of the Cluster Hub, presented results and findings with the promise to reduce dependency on imports. LiCORNE project presented its intermediary results within the technical session “Mining and recovery”, alongside sister projects XRACT, CRM-Geothermal, METALLICO, ENICON LITHOS and RAWMINA.

Two panels framed the bigger picture. The first one, chaired by Nader Akil (PNO Innovation Belgium), addressed scaling up technologies and reducing mining’s environmental footprint, with strong emphasis on AI and data-driven processes.
Read the entire review article
Producing battery-grade lithium compounds is one of the final steps in the LiCORNE value chain. Partners across Europe have been refining electrochemical and crystallisation processes to recover lithium as high-purity carbonate or hydroxide from diverse sources: brines, ores and recycled cathode materials.
Using the solutions derived from VITO’s upstream processes, SINTEF researchers have constructed and commissioned electrochemical cells for electrodialysis to convert lithium chloride (LiCl) and sulfate (Li2SO4) solutions into lithium hydroxide (LiOH). Tests achieved:
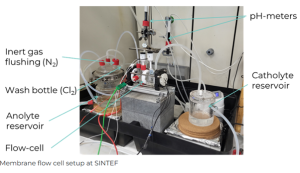
Membrane flow cell setup © SINTEF
TECNALIA, advancing the organic-based membrane electrolysis, scaled up to a 10 cm2 electrolysis cell to test three types of solutions –those produced by the liquid-liquid extraction processes from brines and from spodumene leachates, and the off-specification cathode leachates. Outcomes include:
| Off-specification cathode material | A four-chamber setup recovered lithium and oxalic acid with yields above 95%, while the carbonation process produced Li2CO3 of >99% purity. |
| Brines and spodumene | Li recovery is performed directly on the stripping dissolution obtained in the separation and purification steps, bypassing membrane-electrolysis. Carbonation delivered 88% purity for brines and 99% for spodumene. |
| PIMs [Polymer inclusion membranes] | Tests confirmed lithium migration is possible, but further research is needed to improve conductivity and ensure efficient transport. |
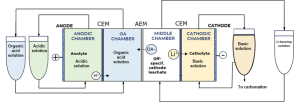
4-chamber flow cell diagram designed by TEC for lab experiments, © TECNALIA
The research group at Fraunhofer Institute for Chemical Technology ICT explored a simple, highly scalable method for Li2CO3 recovery using a combination of several methods like ion exchange (IE), reversed osmosis (RO), electrodialysis with bipolar membranes (EDBM), and Li2CO3-precipitation (see figure below). The goal was to recover high-purity lithium carbonate from Lithium-concentrated solutions provided by partners EnBW and KIT.
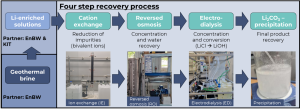
Setup for Li2CO3 recovery from Li-concentrated solutions starting with ion exchange, via reversed osmosis and electrodialysis | © Fraunhofer ICT
While ion exchange removed key impurities, the removal of Mn2+ ions (particular in EnBW samples) is still under investigation. Low contamination levels are crucial for electrodialysis and lifetime of EDBM. For KIT-sourced solutions, the process delivered Li₂CO₃ at 99.89% purity.
SINTEF researchers achieved selective chlorination of lithium from calcined spodumene concentrate and off-specification cathode waste, with yields exceeding 95%. Their selective chlorination converts insoluble oxides to soluble chlorides by electrolysis, thus extracting target elements: Li, Ni and Co. Experiments show:

Chlorination setup at SINTEF, © SINTEF
The Gas-Diffusion Electrocrystallisation (GDEx), VITO’s proprietary technology, achieved >95% lithium extraction from geothermal and continental brines, spodumene effluents and cathode leachates. Downstream synthesis produced Li₂CO₃ with:
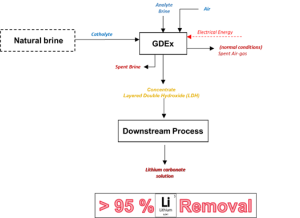
Schematic representation of the Gas-diffusion electrocrystallisation (GDEx) process, © VITO
[© Featured visual: Amadeus Bramsiepe]
With the corresponding work package already concluded, results on extraction of lithium and other critical metals from concentrates, ores, tailings and off-specification cathode materials are now available. The main goal of this work package has been to develop processes that are energy-efficient, environmentally safer, and equally suitable for industrial scale-up.
Alkaline leaching promises a more economical alternative for processing spodumene concentrate and related minerals, by reducing operating temperatures and eliminating the need for aggressive chemicals. Researchers at NTUA developed and optimised the alkaline leaching of lithium from spodumene concentrate supplied by ECM and lithic mica from the mines operated by Imerys. The challenge they received was to achieve Li extraction rates exceeding 92% while maintaining low impurities levels in the Li-bearing aqueous solutions.
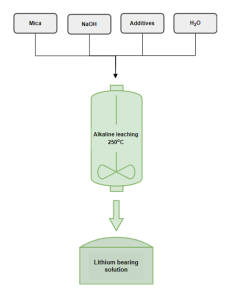
The innovative alkaline leaching process developed by NTUA, © NTUA
A series of experiments were conducted on the α-spodumene concentrate and lithic mica, analysing key parameters such as the leaching solution concentration, the nature of additives, retention time and their effect on lithium leaching. Lithium extraction up to 100% was successfully achieved from lithic mica and 75% by spodumene concentrate.
TEC’s advanced solvometallurgy approach uses deep eutectic solvents [DES] to extract lithium from spodumene concentrate, lithic mica and lithium phosphate, as well as lithium, cobalt and nickel from off-specification cathode material. This low-temperature process combines selectivity with solvent reusability, reducing environmental impact. Key outcomes show that Li, Co, Ni recovery exceeded 95% at room temperature. Moreover, organic solvents were reused up to ten times without loss of efficiency.
Pre-treatment steps (ball milling and calcination) improved leaching performance, enhancing the recovery yields:

Reactor used for the solvometallurgical leaching experiments © TEC
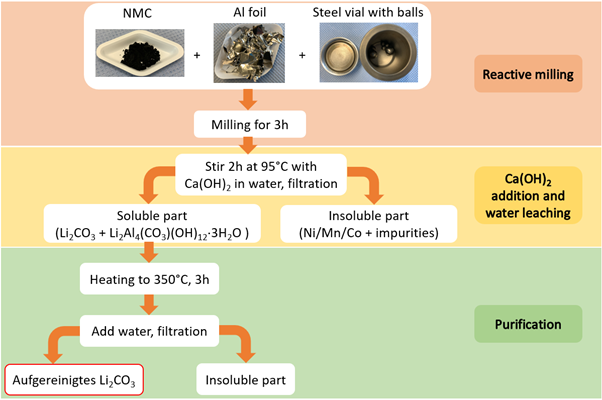
KIT researchers studied in depth various ball-milling parameters for the mechanochemical transformation of the off-specification cathode material samples provided by Umicore. After milling, water leaching separated lithium compounds from an insoluble metallic composite rich in nickel, manganese, and cobalt. Using aluminium as a reducing agent during ball milling, followed by aqueous leaching, the process achieved:
By lowering temperatures, eliminating acid roasting, and enabling solvent reuse, these processes significantly reduce energy demand and chemical consumption.
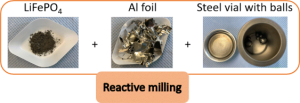
Reactive ball-milling of off-specification cathode material in presence of a reducing agent © KIT
The Horizon Europe project LiCORNE has completed an important milestone in its journey to establish a sustainable lithium supply chain in Europe. At the end of 30 months of research and technical development, the project consortium has selected three process flowsheets for upscaling. These routes represent the most promising routes for lithium recovery from European resources: ores, brines and off-specification battery cathode materials (waste).
Why this matters? Europe, from its position as an ambassador of the green transition, is expected to see a major increase in demand for lithium. Yet, its contribution to the lithium supply chain remains modest, despite holding an estimated 5 % of the global reserves. Most of this lithium is locked in hard-rock deposits, which are generally costly and environmentally challenging to extract. Domestic mining projects often face public resistance, while refining capacity remains limited.
Moreover, JRC’s studies indicate that despite a projected increase in EU’s battery cell production, the bloc remains import-reliant for battery-grade materials. Refined lithium inputs are expected to come increasingly from new EU mines, provided critical bottlenecks, such as domestic conversion and refining are removed. The Commission’s JRC additionally estimated that by 2040 recycled cobalt and nickel could meet up to 51 % and 42 % of EU demand, respectively.
LiCORNE, short for Lithium recovery and battery-grade materials production from European resources, is one of the numerous R&I initiatives launched to address this strategic vulnerability. The project aims to build Europe’s first integrated lithium supply chain. Its mission spans beyond simply optimising technological processes to recover lithium and battery-grade materials, aiming to provide solutions that are both efficient, scalable and sustainable.
After three years of research and technology optimisation, the LiCORNE consortium has selected the flowsheets that will be further upscaled during the project’s last 12 months. This selection followed a two-step assessment:
The final ranking identified the following three flowsheets as candidates for upscaling:
1. Spodumene route:
2. Continental brine route:
3. Off-specification cathode:
A feasibility study was performed for the three candidate flowsheets before moving into scale-up phase. The study confirmed their readiness for implementation in line with equipment requirements, scalability and the project’s remaining budget envelope.
Various research partners involved in the LiCORNE project have been exploring different Li extraction technologies from Li-rich ores, tailings and off-specification cathode materials from battery production. All these exploratory routes, including alkaline leaching [NTUA], advanced solvometallurgy [TEC] and reactive ball-milling [KIT], share common objectives, aiming to be more energy efficient and reduce the environmental impact.
TEC’s advanced solvometallurgy approach leverages deep eutectic solvents to extract lithium, providing an energy-efficient solution for selective removal. This technique is not only applicable to Li but also extends to the extraction of other critical elements contained in the off-spec cathode materials.
Meanwhile, KIT’s reactive ball-milling method is being explored as an effective battery recycling process. This innovative approach uses aluminium as a reducing agent for transition metals, which is already present in the input waste stream as the current collector material for electrodes. The process offers a direct route to battery-grade lithium carbonate.
TEC investigated and developed a solvometallurgical extraction process for lithium from spodumene concentrate, lithic mica and lithium phosphate, and for lithium, cobalt and nickel from off-specification cathode material. The optimised operating conditions and necessary pre-treatment steps enabled over 95% extraction of Li, Co and Ni from these materials at room temperature. Additionally, the reuse of the organic solvents utilised during the leaching processes was effectively tested proving that it does not affect the yield in the next cycles. The lithium containing liquid streams obtained are processed by TEC in further steps with different technologies towards the obtention of pure battery-grade lithium carbonate.
Reactor used for the solvometallurgical leaching experiments by TEC
Researchers at KIT studied in depth various ball-milling parameters for the mechanochemical transformation of the off-specification cathode material samples provided by Umicore. Subsequent water leaching facilitated the separation of an insoluble metallic composite containing Ni, Mn and Co from water soluble Li-compounds. KIT researchers optimised various reducing agents – such as Al, Ca and Mg, achieving Li recovery exceeding 80 %, with a Li2CO3 purity of around 90 %.
Product streams obtained by the various extraction technologies here explored will be further processed in subsequent separation and purification processes and lithium recovery methods. © KIT
Product streams obtained by the various extraction technologies here explored will be further processed in subsequent separation and purification processes and lithium recovery methods.
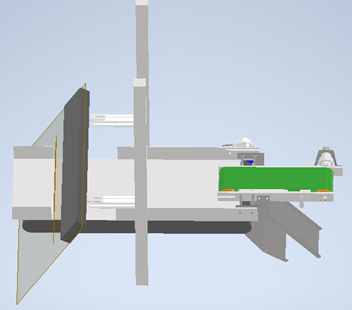
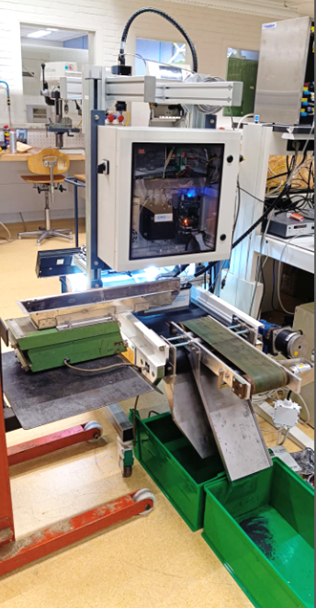
During conventional mineral processing, significant resources are often lost during the beneficiation phase. Lithium-bearing particles trapped in the gangue can proceed to downstream stages, reducing the efficiency of the entire extraction process. To address this, researchers at TU Delft have developed an Opto-Magnetic Sorting System that significantly enhances the separation of lithium ores. This innovative technology combines precision liquid deposition and magnetic separation techniques, offering an advanced alternative to traditional gravity-based separation methods used in beneficiation circuits.
The process starts with lithium-bearing ores being crushed and sieved, isolating particles in the 2–4 mm size range for the next step – optical sorting. A high-resolution line scan camera captures continuous images of particles on a conveyor belt. These images are processed in real-time using a custom algorithm developed at TU Delft, which is trained to identify lithium-rich particles based on subtle colour differences.
Once identified, the target particles are selectively marked using magnetic powder. This enables the marked lithium-rich particles to be separated efficiently by a downstream magnetic conveyor into a dedicated container.
This innovative beneficiation approach has successfully prevented around 45% of the gangue material from entering the downstream process—nearly three times more efficient than the initially targeted improvement of 15%.
According to the State-of-the-Art [SoA], processing spodumene takes place at high-temperatures [1100oC], with direct implications on the economic viability of the entire process. Researchers at TEC have been investigating an alternative to conventional processes. Their investigation features ball milling and calcination at lower temperatures than the conventional process, using additives when needed for the improvement of the next leaching step.
Ball milling is a mechanical process that induces self-sustaining reactions in many sufficiently exothermic powder mixtures. These exothermic reactions, which release a significant amount of heat, can influence both the microscopic and macroscopic properties of the resulting material. On a microscopic level, the heat generated by the reactions can cause changes in the crystal structure and composition of the material. On a macroscopic level, these changes can affect the material’s overall properties, such as its strength, hardness and reactivity. TECNALIA’s findings show that the combination of the ball milling with additives lower calcination temperatures required [200oC below the SoA] in the pre-treatment process of the samples and, also, allow milder conditions in the next processing phases (leaching).
The process, replicated on lithic mica and lithium phosphate materials, were also successful to achieve good results in the next leaching step.
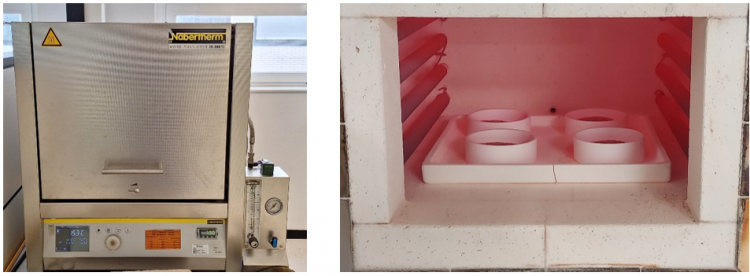
The furnace used in the calcination pre-treatment by TECNALIA
In other research facilities, in different corners of Europe, other LiCORNE partners are reporting progress in producing battery-grade materials from various sources – brines, ores (spodumene for example) and off-specification cathode material.
Using the solutions derived from VITO-CAST team’s upstream processes, SINTEF researchers have constructed and commissioned electrochemical cells for electrodialysis of lithium chloride (LiCl) and lithium sulphate (Li2SO4) solutions. Researchers identified the optimal parameters to produce lithium hydroxide (LiOH) or lithium carbonate (Li2CO3), which achieved a current efficiency of approx. 40 % and a specific energy consumption of 20 kWh/kg. Further optimisation of the cell design is expected to reduce the energy consumption.
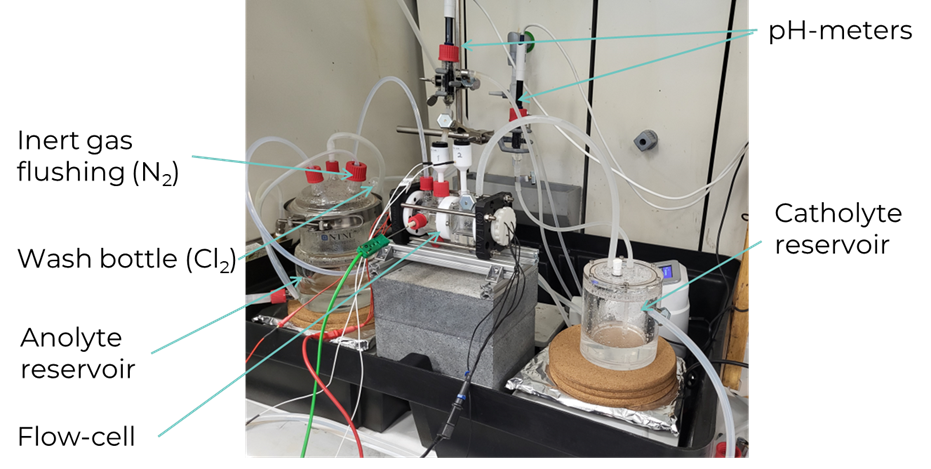
Membrane flow cell setup at SINTEF
Additionally, this process also produced a mix of Li2CO3 and LiOH through evaporative crystallisation, with a purity of almost 90 %, but showing sodium (Na) as the main impurity interfering with the process.
The organic-based membrane electrolysis, developed at TEC and tested on three types of solutions – those produced by the liquid-liquid extraction processes from brines and from spodumene leachates, and the off-specification cathode leachates – achieved up to 95 % Li yield, far beyond the levels established at the beginning of the project. Their tested carbonation method yielded a Li2CO3 with a purity exceeding 99% in the case of off-specification cathode material and spodumene concentrate materials. Not only the Li recovery target has been achieved, but also the solvent used in the former leaching process has been recovered and reused keeping the performance as initially, aiming for a more sustainable and circular process.

3-chamber Flow cell setup at TECNALIA
The research group at Fraunhofer Institute for Chemical Technology ICT explored a simple, highly scalable method for lithium purification using a combination of Ion Exchange (IE), Reversed Osmosis (RO) and Electrodialysis with bipolar membranes (EDBM) (see figure below). The goal was to recover high-purity lithium carbonate from Lithium-concentrated solutions provided by partners EnBW and KIT. The IE process effectively removed specific impurities (e.g. divalent cations). The significant level of impurities present in the solutions, provided by EnBW, prevented the electrodialysis with bipolar membranes. The EDBM process, applied uniquely on the samples sent by KIT, yielded a 99.89 % purity. However, the yield of the first precipitation step was determined to be around 35 %, highlighting the need for further optimisation in future precipitation cycles.

Setup to prepare Li2CO3 recovery from Li-concentrated solutions starting with ion exchange, via reversed osmosis and electrodialysis. © FRAUNHOFER
SINTEF researchers investigated the extraction of lithium and other valuable elements, such as Co, Ni, Mn from solid raw materials. They achieved selective chlorination of lithium from calcined spodumene concentrate and off-specification cathode waste in LiCl-KCl and CaCl2-NaCl-KCl melts. Theoretical assessments suggest that lithium can be subsequently electrowon from the LiCl-KCl mixture with a purity of approximately 99 %.

Chlorination apparatus at SINTEF
VITO-ELEC team focused on internally-developed Gas-Diffusion Electrocrystallisation (GDEx) technology, which demonstrated high efficiency – achieving lithium extraction rates more than 95 %. VITO-ELEC team successfully extracted lithium from various sources, including geothermal brines, effluents from sorption processing of hard rock beneficiation and the leachates of off-specification cathode materials.
The team has produced lithium carbonate from the extracted lithium by implementing a downstream synthesis procecure. The process achieved a >1 % lithium concentrate increase from geothermal brines and solid product eluates with over 20 % lithium concentration. Moreover, the energy consumption of the GDEx process was below 10 kWh per kg of Li2CO3, with over 90 % lithium recovery from all tested complex matrices.